高功率石墨电极供应,支持出口及含税出厂价
核心差异在于电流承载能力
石墨电极有高功率与超高功率之分, 其最根本区别在于承受电流密度各异,超高功率电极电流密度可达每平方厘米25安培以上, 高功率电极通常约在每平方厘米18安培。此差异直接决定它们在不同电炉应用效果。像在电弧炼钢炉里, 超高功率电极能达成更快熔炼速度, 高功率电极适用于一般负荷炉型。
单从生产工艺方面来讲, 超高功率石墨电极得选用针状焦当作原料, 历经更为严格的焙烧工艺以及浸渍工艺才可制成。它的强度相较于高功率电极要高出大概30%, 其抗热震性能也更为出色。正是这些特性, 致使超高功率电极在大型电弧炉中的使用寿命更长久, 可成本也相应地高出许多。
原料选择决定性能上限
烧制石墨电极之际, 原料的挑选径直决定着最终产物的级别, 可供高功率使用的石墨电极能够采用普通石油焦, 然而超高功率电极必定只得采用进口或者国产的优质针状焦, 针状焦拥有特别的纤维状架构, 可使电极于高温状况下维持更佳的导电性以及强度, 我公司在进行采购之时严谨把控原料质量, 保障每一批次的产品契合国家标准。
超高功率电极于浸渍环节, 需历经多次高压浸渍, 以使沥青充分渗透至电极内部。就实际数据而言, 超高功率电极之体积密度可达每立方厘米1.65克以上, 高功率电极一般约在1.55克左右。此番密度差异致使超高功率电极之电阻率更低, 导电效率更高。
应用场景有明显区分
在电弧炼钢炉那儿, 超高功率电极主要是用在于大型炉子方面, 像那种公称容量处于100吨以上的电炉。拿河南某钢厂来讲, 他们运用超高功率电极之后, 每炉钢的冶炼时间由80分钟缩减到了55分钟。然而对于中小型电炉, 高功率电极就能够满足生产需求, 并且成本更低, 性价比更高。
矿热电炉里, 生产工业硅时, 电极有一定要求, 生产黄磷时, 对电极要求更高。举例来说, 每生产1吨黄磷, 约需消耗40公斤石墨电极, 要是使用超高功率电极, 因更换频率降低,整体消耗量能减少10%到15%。我公司曾给云南一家黄磷厂供货, 使用超高功率电极后, 该厂电极消耗成本下降了8%。
机械加工工艺有讲究
在机械加工之前, 石墨电极得进行浸油处理, 此步骤对高功率电极很重要, 对超高功率电极同样重要。一般会把电极毛坯浸泡在机油当中, 浸泡时间为24到48小时, 以此让油渗入石墨微孔。如此一来, 在车削的时候, 石墨粉末不会飞扬, 钻孔的时候, 石墨粉末也不会飞扬, 并且还能够获得更加光滑的表面。特别是对于异型石墨制品而言, 像坩埚以及模具, 这一工序会直接对成品质量产生影响。
超高功率电极, 因其具有更高的密度以及更大的强度, 所以在进行加工之际, 需要选用更为坚硬的刀具, 并且切削速度也应当适当降低, 在我公司的加工车间当中, 操作工人会依据不同等级的石墨电极来调整进刀量, 举例而言, 在加工高功率电极的时候每分钟能够切削30米, 然而加工超高功率电极的时候则控制在25米左右, 以此来确保精度以及表面光洁度。
异型产品加工要求不同
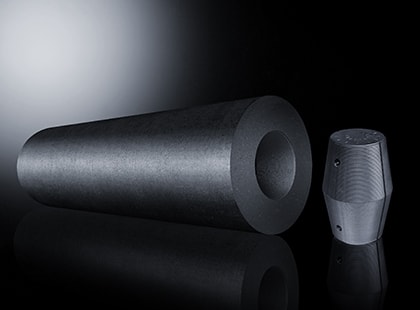
除标准电极外, 石墨毛坯被用于加工各类异型产品, 像坩埚、模具、舟皿以及发热体。高功率石墨电极加工的坩埚多应用于有色金属熔炼, 超高功率石墨电极加工的坩埚适宜更高温度的用途, 诸如特种合金的熔炼。于江苏一家精密铸造厂, 他们特意订购由超高功率石墨制成的模具用以生产高温合金零件。
于电阻炉内所使用的发热体而言, 超高功率石墨电极鉴于电阻率更低, 能够被设计成更细的截面, 与此同时维持充足的发热功率。我公司给山东某陶瓷厂供应的超高功率石墨发热体, 其使用寿命相较于普通石墨发热体延长了40%, 降低了更换频率, 获得客户好评。

选购建议要结合实际需求
针对选择高功率石墨电极还是超高功率石墨电极, 其关键在于电炉的类型以及工艺要求, 倘若为新建的大型电弧炉, 那么建议直接采用超高功率电极,要是为改造的旧炉子, 就需求先评估变压器容量与电极柱系统是不是匹配,我公司的销售团队会给客户予以免费技术咨询, 助力计算电极规格以及电流匹配方案。
就成本因素予以考量, 针对矿热电炉里电流密度并非很高的情况而言, 高功率电极属于更具经济性的选择。按照每吨电极价格来计算, 超高功率电极相较于高功率电极要贵大概20%到30% , 不过其使用寿命更为长久。我公司向客户提议, 依据实际生产数据去做综合对比, 像是一个月之内的总使用成本, 并非只是着眼于单次采购价格。
当我们于采购石墨电极之际, 最应当优先去考虑的那个因素究竟是什么, 是价格吗, 是寿命吗, 又或者是电流密度? 欢迎诸位在评论区留言, 从而分享您自身所拥有的经验, 并且点赞收藏此篇文章, 以此便于在日后能够进行参考。
本站所有文章、数据、图片均来自互联网,一切版权均归源网站或源作者所有。
如果侵犯了你的权益请来信告知我们删除。邮箱:admin@admin.com
下一篇:石墨与碳材料精密加工技术解析