质量控制
Quality Control地 址:河北邯郸市临漳县小平营工业区
电 话:0310-7823970
手机号码: 13730068170
传 真 : 0310-7823970
邮 编 : 056000
网 址 : www.smdjcj.cn
E-mail : qmsmdj@163.com

|
图中序号 |
改 装 前 |
改 装 后 |
||||
|
M |
Z |
H |
M1 |
Z1 |
H1 |
|
|
1 |
2.5 |
56 |
16 |
3 |
45 |
18 |
|
2 |
2.5 |
51 |
18 |
3 |
42 |
20 |
|
3 |
2.5 |
34 |
16 |
3 |
30 |
18 |
|
4 |
2.5 |
39 |
16 |
3 |
33 |
18 |
|
5 |
2.5 |
36 |
16 |
3 |
30 |
18 |
|
6 |
2.5 |
20 |
18 |
3 |
20 |
20 |
|
7 |
2.5 |
28 |
16 |
3 |
24 |
18 |
|
8 |
2.5 |
36 |
16 |
3 |
30 |
18 |
|
9 |
2.5 |
52 |
18 |
3 |
40 |
20 |
|
Ⅱ轴直径为Ф33mm |
Ⅱ轴直径为Ф37mm |
|||||
|
说 明 |
MM1为改装前后齿轮模数 ZZ1为改装前后齿轮齿数 HH1为改装前后齿轮宽度 |
|||||
1)床头箱。为适应石墨电极批量生产需要,将C630车床床头箱进行了改造,主要是增大Ⅱ轴轴径,减少工作齿轮齿数,加大相应齿轮模数,使齿轮强度提高50%
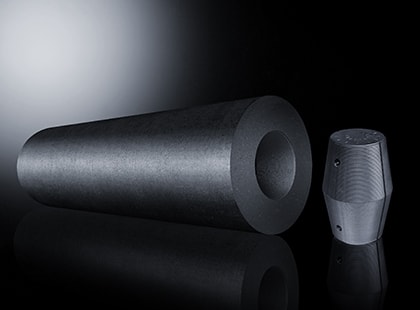
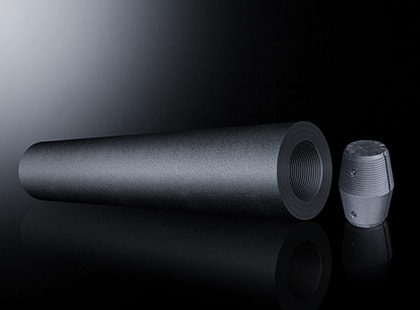
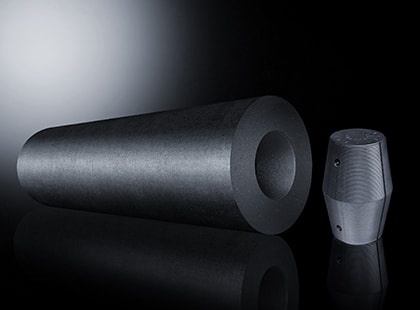
2)夹盘。小批量生产一般采用定心卡盘。大批量生产则需要采用动力卡盘。可根据具体情况选用气压、液压或电力作为动力源。以气压作动力源,其压力为0.4~0.5MPa,示意图如图6所示,当压力低于0.4MPa时警笛自鸣,电源自动断电以保安全。
(3)屋座及顶尖。为了提高工作效率、减少工人劳动强度,采用气动顶尖,由QF5操纵阀进行控制顶尖的伸出和退回。
(4)挂轮箱。调整箱内的齿轮亦与走刀箱配合,可以车削各种不同螺距的螺纹。
(5)走刀箱。在加工石墨电极外圆时,多数采用丝杠和开合螺母带动拖板使刀架移动方式,并进行了改造即通过挂轮箱上的交换齿轮a、b、c、d、e和走刀箱M1、M2内齿轮直联丝杠、加工石墨电极外圆以适应外圆加工中的大走刀、大启动的特点。
(6)拖板箱。在石墨电极掏孔、平端面工序中拖板箱是主要出力机构,3把刀(孔刀、平端面刀和底刀)在拖板箱的作用下进行车削,这个切削力相当大。因此,大批量流水作业,“手轮”是相当劳累的体力活。为了减轻体力劳动,保证产品质量,把拖板箱改成电动拖板箱,取消了原机床的光杠、丝杠,由单独电机驱动,通过减速机构,带动拖板箱的内齿轮与床身上的齿条咬合实现掏孔工序的机械加工工艺过程(7)床身。由床座、床壁、模筋条、三角导轨和床面构成的一个铸件整体;是用来支承床头箱、挂轮箱、走刀箱、拖板箱和尾座等部件的基础构件。床身要求刚性好、稳定性好。
浏览此网页的访客同时浏览了石墨电极网首页